

JIT生产物流方式
(1)生产线内在制品的物流传递
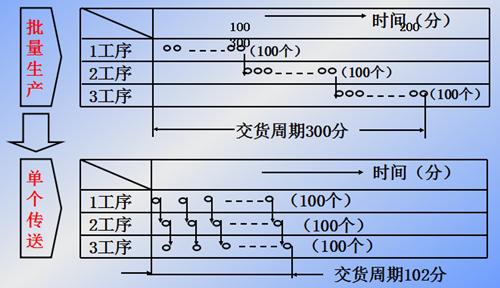
原则:精益生产单件“一个流”传递;实现同期化生产。
降低成本对策:缩短物流路线,降低搬运成本。
实施方式:
A、生产线内设备间距在保证维修条件下,尽量缩短。
B、生产线内工序实现一个流、单件传递,尽量设置“自重式”物流滑道。
(2)生产线间在制品的物流传递
原则:实现“多频次、少批量”的传递方式;提高物流速度。
降低成本对策:临近生产工序就近布置,在制品存放于生产现场。
实施方式:
A、缩短在制品物流路线,生产线间物料现场摆放。
B、生产线间物流器具尽量通用,杜绝重复摆放。
C、生产线间的在制品存储单位尽量缩小,配置利于搬运的物流器具。
(3)生产线内的物料供应
原则:实现多频次、少批量的“准时化”供货方式。
供货方式:
A、物料供应的物流器具能够实现“先入先出”。
B、确保物料供货为一固定区域。
C、依据物料供货规则设定物流器具的式样。
(4)、物料存储区域的设定:
A、在制品的存储区域只设定在生产工序节拍(T.T)不等的工序间。
B、杜绝重复搬运,存储区域一般设置在自身工序现场。
C、为实现工序间存储量的有效控制,实现“先入先出”配置相应的物流道具,杜绝过量生产。
D、依据物料存储量与单位存储器具的式样设定物料存储器具的式样。
工序流畅化——实施理念
工序流畅化——影响成本因素分析
1、正面优势:
有效地缩短生产交货周期;
减少工序间在制品存储量;
及时发现质量异常,有效杜绝批量不良;
有效控制生产节拍,提高生产效率,掌握生产进度安排;
易于暴露问题点,有效揭示生产运行体系的不良环节;
成为提升企业生产管理水平的“推动力”。
2、易出现的管理问题:
原有松散的作息习惯与节拍生产方式间的不适应;
与传统的“计件”工资体系发生抵触;
对员工的能力缺乏信心,无法适应多工序作业;
对生产辅助部门的工作质量与管理水平提出更高要求。
设备能力配置不均衡,影响设备利用率,易损失设备折旧费。



