

不合格品的预防措施
① 制定不合格品控制办法
规定不合格品的标识、隔离、评审、处理和记录办法,并进行培训。
② 明确各部门、岗位的作业规范;
③ 明确部门之间,岗位之间,上下工序之间的接口;
④ 制定企业品质标准;
⑤ 制定检验部门职责及作业规范;
⑥ 制定不合格品的隔离管制办法;
⑦ 明确划分不合格品评审的责任与权限;
⑧ 加强对不合格现象的统计分析,以防止不合格现象的重复产生;可采用QSmart SPC软件进行异常监控及报警;
⑨ 加强员工的品质意识培训,向生产管理人员和员工灌输“品质,是企业生存之根本”;“品质是制造出来的,不是检验出来的”的正确的理念。
不合格品的纠正措施
采取纠正措施,不能仅局限于发生了不合格品才去查找原因的“事后”处理办法。更应重视“生产中可能出现不合格品的”的“事前预防”措施,将不合格品控制在生产过程中。对产生不合格品的现象,企业应本着发现问题、分析原因、改进缺陷的顺序,完成对不合格品的管制循环。形成管理的“计划、实施、检查、纠正(PDCA)循环”。按照“原因要查出、责任要分清、纠正措施要落实”的原则进行。
对于预防/纠正措施,必须在“实施前加以评价,实施中加以跟踪,实施后加以验证”,以保证预防/纠正措施的正确性、有效性。
为此,工厂应制定一套完整的“不合格品预防/纠正措施管理办法”来指导对不合格现象的纠正与预防,并纳入文件管理。
不合格品的预防与纠正措施办法(实例)
XX电子有限公司
矫正与预防措施管理办法
一、目的
为确保产品品质,防止不良品持续发生,使产品流程顺利,提高产品与服务的品质,特制定本办法。
二、适用范围
原物料、半成品、成品、委外加工品、客户退货品等各阶段作业均适用。
三、参考文件
(一)客户抱怨处理程序
(二)工程变更程序
(三)不合格品管制程序
四、职责
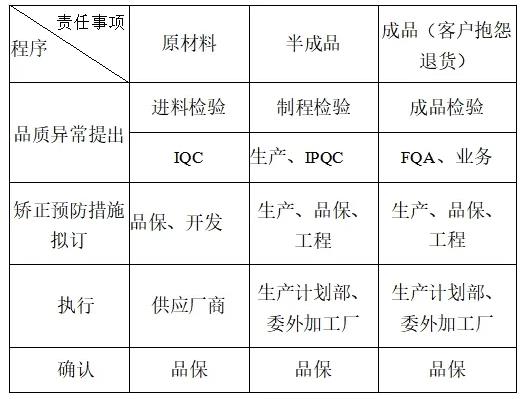
五、程序细则
(一)品质异常情况,由相关单位提出,并填写“品质异常通知单”。
(二)由品保会同工程部、生产部分析、判定发生原因,并确定责任归属,交责任单位立即拟订矫正预防措施。
(三)矫正预防措施必须经专业技术人员,研判其可行性,审核后由指定权责管理者核准,才能依所提的改善对策确实执行;直至问题解决为止。
(四)矫正预防措施如针对客户抱怨事项所提者,必须于核准后,即由业务单位整理,依“客户抱怨处理程序”处理,回覆客户。
(五)矫正预防措施改善对策的执行期间与最后结果,由品保部负责稽核并做记录。
(六)若发现矫正预防措施无效,应立即重新研判问题原因,再执行与追踪结果,直至异常消除。
(七)品质异常产生不合格品时,依“不合格品管制程序”处理。矫正预防措施所引起之图纸、规格更改或制程变更等事项,依“工程变更程序”处理。
(八)因矫正预防措施而引起的物料变更及库存品的处理,应随工程变更一并处理。如与工程变更有关的库存品,必须按规定事项考量处理。
(九)客户抱怨退货品,依“客户抱怨处理程序”处理
(十)品质异常原因及矫正预防措施所采用的改善对策、预防方法、改善方法的记录,应视情况呈阅高阶管理阶层,列入管理审查,并记录存档备查
六、附件
(一)矫正预防措施流程图。
(二)不合格品报告/品质纠正及预防措施。




