

期量标准又称作业计划标准。所谓期量标准,就是为制造对象(产品、部件、零件等)在生产期限和生产数量方面所规定的标准数据,它是编制生产作业计划的重要依据。
车间和班组的生产类型和生产组织形式不同,生产过程各个环节在生产期限和生产数量方面的联系方式也就不同,因而形成了不同的期量标准。
流水线生产的期量标准有:节拍、流水线工作指示图表、在制品定额等。
批量生产的期量标准有:批量、生产间隔期、生产周期、提前期、在制品定额、交接期等。
单件生产的期量标准有:产品生产周期、提前期等。
一、批量和生产间隔期
(1)批量。就是相同产品(或零部件)一次投入和出产的数量。
(2)生产间隔期。就是前后两批产品(或零部件)投入或出产的时间间隔。
批量和生产间隔期关系如下式所示:

式中
N——批量;
R——生产间隔期;
g——平均日产量。
确定批量和生产间隔期的主要方法有两种:一是以量定期法,二是以期定量法。
1.以量定期法
先确定批量,再依据批量确定生产间隔期的方法叫以量定期法,主要有经济批量法和最小批量法。
(1)经济批量法。
这是一种根据费用来确定合理批量的方法。
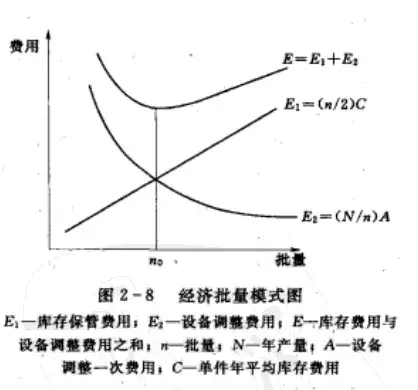
批量大小对费用的影响,主要有两个因素,即设备调整费用和库存保管费用。批量越大,设备调整的次数就越少,分摊到每个产品(零件)的调整费用也就越小;批量越小,设备调整的次数就越多,分摊到每个产品的调整费用也就越大。但是,批量大,库存的保管费用会相应增加;批量小则保管费用也相应减少。求经济批量的原理就是用数学方法求得这两项费用之和为最小时的批量,即为经济批量,如图2-8所示。
经济批量的计算公式:

使用上述公式计算出经济批量以后,据此确定标准的批量时,还需根据其他一些因素进行调整,以利于简化生产管理和适应其他生产条件。需要考虑的因素主要有以下方面:
1)批量的大小,应该尽量使主要工序上的每批加工时间不少于一个或半个轮班产量。
2)使同一批产品在各车间的批量相等或成简单的倍数关系。
3)批量的大小,应考虑到生产面积是否与之相适应。
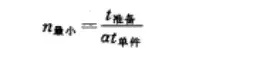
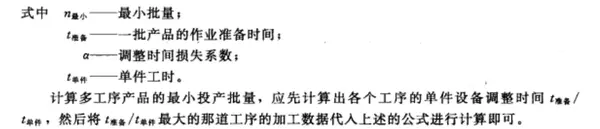
(2)最小批量法。
这是一种根据设备调整时间来确定合理批量的方法。
因为:

所以,最小批量的计算公式是:
2.以期定量法
以期定量法就是首先确定生产间隔期,然后根据间隔期确定相应的投产批量。
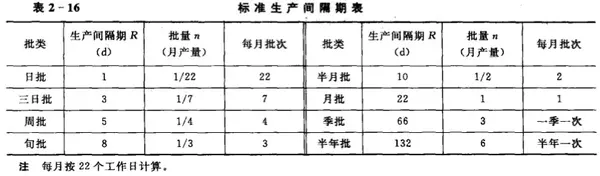
为了简化生产管理,不仅应当使同一批产品在各车间的批量相等或成简单的倍数关系,而且应当使各产品的批量能与企业的月计划任务相等或成简单的倍数关系;还应当使企业使用的各种批量的数值种类不要太多。因此,企业应统一规定为数不多、互为倍数的几个标准生产间隔期。例如,企业中通常采用的生产间隔期有一季、两个月、一个月、半个月、一旬、五天、两天、一天等。表2-16是一个例子。
采用这种方法的步骤是:首先要对各种产品和零件进行分类,分别归入不同的批类。在分类时要考虑的因素有:单位产品或零件的价值、体积、工艺复杂程度、生产周期等。
再查表选择采用的生产间隔期标准。一般说来,凡是价值贵、体积大、工艺复杂、生产周期长的产品或零件,生产间隔期应短一些,批量小一些;反之,生产间隔期就长一些,批量大一些。
然后计算批量:
n=Rg
式中:
n——批量;
R——生产间隔期;
g——平均日产量。
以期定量法的主要出发点是管理方便,而在经济效益方面考虑较少,缺乏细致的数量分析。在实际工作中,可以把它同经济批量法结合起来运用。这就是首先计算产品(或零件)的经济批量,然后以计算出来的经济批量为基础,归入同它相接近的标准批类,以便既考虑经济效益,又简化生产管理。
二、生产周期
产品的生产周期,是指产品从原材料投入生产起一直到成品出产为止的全部日历时间(或工作日数)。
产品的生产周期由各个零部件的生产周期所组成,零部件的生产周期由该零部件的各个工艺阶段或工序的生产周期所组成。缩短生产周期,对于提高劳动生产率,节省生产面积,加速流动资金周转,减少在制品的保管费用以及缩短交货期等都有重要作用。
确定生产周期标准,一般要分两个步骤进行:首先,要根据生产流程,确定产品(或零件)在各个工艺阶段上的生产周期;其次,在这基础上确定产品的生产周期。
1.工艺阶段的生产周期
以机械加工为例,一批零件工艺阶段的生产周期的计算公式如下:

式中
T——一批零件加工的生产周期;
m——车间内该零件的工序数;
n——批量;
ti——零件在工序i上的单件工时定额;
C——每日有效工时;
Si——执行工序i的工作地数;
Ki——预计定额完成系数;
li——工序之间的平行系数;
tp——调整设备时间;
tq——平均每道工序的间断时间;
ts——工艺规定的自然时效时间;
tr——跨车间协作工序的时间。
上式中,tq指等待加工的时间,是根据统计资料分析确定的;tr跨车间协作工序的时间是根据企业内有关工艺协作制度规定的标准时间计算的,例如规定与热处理车间协作加工的时间为三天;ts工艺规定的自然时效时间是根据工艺文件的规定计算的;Li工序之间的平行系数是由于零件在工序之间的移动方式不同而产生的,例如,一般零件的平行系数可以采用1.0,大型零件可以采用0.6~0.8。
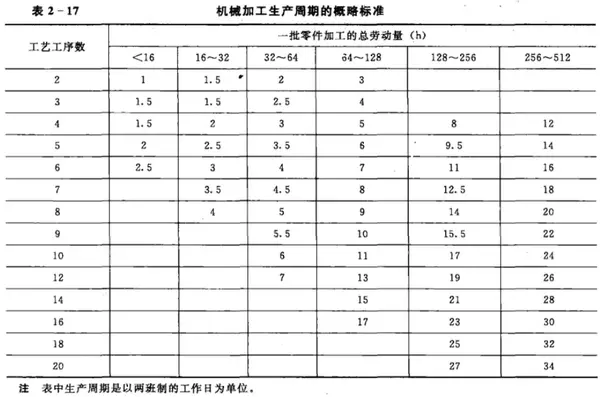
为了简化生产周期标准的制定工作,企业可以通过资料核算和现场调查,制定典型的生产周期概略标准。表2-17是机械加工阶段生产周期概略标准的示例。
2.产品的生产周期
把各个工艺阶段的生产周期汇总起来,就是产品的生产周期。由于各个零部件的装配程序比较复杂,产品生产周期的确定,一般采用图表法。复杂的大型产品,如轧钢机组、大型发电机等,可以运用网络图的形式确定其生产周期。
零部件的工艺周期和各个零部件的组合情况,是根据零部件的工艺加工文件和产品的装配系统图来确定的。在绘制时,要尽可能地使各个零部件的工艺加工阶段平行交叉地进行,以缩短整个产品的生产周期。为了防止生产脱节,在各个工艺阶段之间要留有必要的保险时间。为了简化工作和便于人们观看,产品生产周期图的绘制,一般只要绘出主要零部件即可,不必一一绘出所有零件的生产周期。
三、生产提前期
生产提前期,是指产品(零件)在各生产环节出产(或投入)的时间同成品出产时间相比所要提前的时间。产品在每一个生产环节上都有投入和出产之分,因而提前期也分为投入提前期和出产提前期。生产提前期是在成批生产的条件下,编制生产作业计划不可缺少的期量标准。生产提前期同生产周期有着密切的联系,它是在确定了各个生产环节的生产周期的基础上制定的。同生产周期一样,正确地制定生产提前期标准,对于组织各生产环节的紧密衔接,减少在制品占用量,缩短交货期限等有着重要的作用。
生产提前期的制定,有两种不同的情况。
1.前后工序生产批量相等的情况下提前期的确定
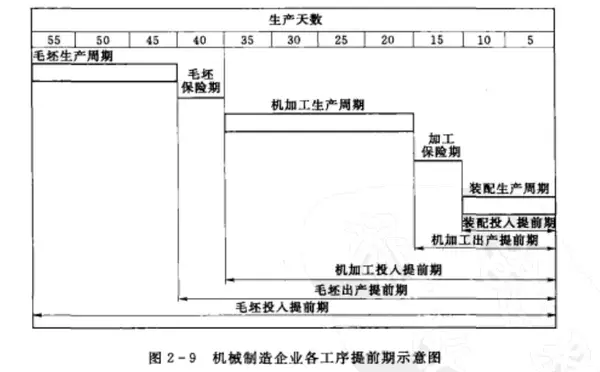
提前期的计算是按工艺过程相反的顺序进行的。以机械企业为例,由于装配完工的时间也就是成品出产的时间,所以装配车间的出产提前期为零;然后,根据装配工序的生产周期计算装配工序的投入提前期;再次,根据装配工序的投入提前期以及半成品库的保险期计算机械加工的出产提前期;依次反工艺类推,一直算到各毛坯的投入提前期。各工序的根前期及其相互关系如图2-9所示。
(1)投入提前期的计算。
产品在最后一个工序的投入提前期,等于产品在该工序的生产周期。而其他任何一个工序的投入提前期都要比该工序出产提前期再提早一个该工序的生产周期。因此,计算投入提前期的一般公式为:
工序投入提前期=本工序出产提前期+本工序生产周期
(2)出产提前期的计算。
产品在某工序的出产提前期,除了要考虑后工序的投入提前期以外,还需要加上与后工序之间必要的保险期。这是防备本工序可能发生出产误期情况而预留的时间,以及办理交库、领用、运输等所需要的时间。保险期一般是根据经验和统计资料分析而确定的。计算出产提前期的公式如下:
工序出产提前期=后工序投入提前期+保险期 (2-1)
2.前后工序生产批量不等时提前期的确定
如果前后工序生产批量不等(成简单倍数关系),计算各工序投入提前期的公式,仍与上述公式相同,即等于本工序出产提前期加上本工序生产周期。但是,在计算出产提前期时则有所不同。这是因为前工序批量大,出产一批可供后工序几批投入使用。这时,工序出产提前期的数值就应比前述公式(2-1)计算的结果要大一些,即要加上前后工序生产间隔期的差。
这个道理是,因为在工序之间批量不等的情况,假设装配的批量仍为10件,则装配的生产间隔期仍为15天。而机械加工的批量加大了,改为每批30件,也就是机械加工生产出一批零件(编号为31~60号)足够供应三批装配之用。则相应地机械加工的生产间隔期也相应地延长为45天。这时,计算机械加工的出产提前期,其时间组成,除了工序之间保险期和装配投入提前期之外,还需增加一段时间。
这是由于工序之间批量不等引起的。由于加工出产一批供应装配三批之需,现在装配需要的时期分散了。装配31~40号的时间,比起装配51~60号的时间要大大提前,因而要求机械加工的零件出产也要提前相应的时间。这段时间等于前后工序生产间隔期之差。在本例中为45天-15天,即30天。所以,机械加工的出产提前期应当是:20天+10天+30天,即60天。因此,在批量不等的情况下,计算工序出产提前期的公式可概括为:
工序出产提前期=后工序投入提前期+保险期+(本工序生产间隔期-后工序生产间隔期)(2-2)
由于批量相等,前后工序生产间隔之差等于0,所以,计算公式(2-2)在工序之间批量相等的情况下也同样适用。因而这是计算出产提前期的一般公式。
四、在制品定额
在制品定额,是指在一定技术组织条件下,各生产环节上为了保证生产衔接所必需的最低限度的在制品储备量。但是,在制品过多,又会使工作场所拥挤,产品生产周期延长,流动资金占用过多,运输保管费用增加。因此,必须合理地确定在制品定额。
企业生产类型不同,制定在制品定额的方法也不一样。
1.大量流水生产条件下在制品定额的制定
(1)流水线内部在制品定额的制定。
流水线内部的在制品,按其性质和作用来划分,有工艺在制品、运输在制品、周转在制品和保险在制品四种。
1)工艺在制品。工艺在制品是指流水线上各个工作地正在进行加工或检验的在制品。
可以用下面公式计算:

2)运输在制品。是指流水线内运输过程中的在制品。其数量可以用下面公式计算:
运输在制品定额=(流水线工序数-1)×运输批量
一般只在连续流水线上计算运输在制品。而在间断流水线上,由于存在周转在制品,就不必重复计算运输在制品的占用量了。
3)周转在制品。周转在制品就是流水线上相邻两工序间由于生产率不平衡而形成的在制品。它周而复始地形成与消耗,因此称为周转在制品,又称流动在制品。
周转在制品的形成与消耗如图2-11所示。
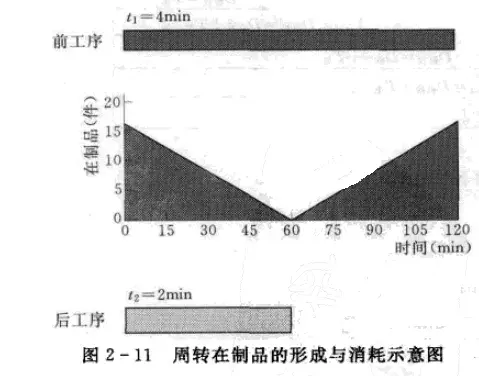
图2-11中,前工序的生产率较低,工序单件时间(t1)为4分钟,在一个看管周期(120分钟)内可加工3件。后工序的生产率较高,工序单件时间(t2)为2分钟,在一个看管周期内加工30件,只需要工作60分钟。制度规定后工序在看管周期的前1小时内工作。
因此,在看管周期开始时,在两道工序之间必须预先有一部分在制品储备量,才能保证后工序连续地加工。到一小时末,这部分在制品消耗完毕,后工序已完成一个看管周期内的30件生产任务停止工作,这时在制品数量又逐步增加,到看管期末,达到最大量。两道工序之间的周转在制品数量的确定,可以用下列公式来计算:

上述公式实际上就是在相同的一段工作时间内,前后工序出产量之差额。计算结果如果是正值,说明在相同的一段工作时间(即较高效率工序延续工作时间)之终端形成最大的周转在制品量;如果是负值,说明在相同的一段工作时间之初始形成最大的周转在制品量。确定周转在制品定额量应当是一个工作日开始或结束时的在制品占用量(即一个看管周期的开始或结束时的占用量)。
通过计算,如果最大占用量在看管周期之开始或结束时形成,则应计入在制品定额;否则,则不必计入定额。计算出各工序之间的周转在制品定额量后,加总起来,就是该流水线内部的周转在制品定额量。
以图2-10中的数据为例,计算两道工序间的周转在制品定额量:

计算结果为负值,说明该最大占用量是在同一段工作时间(看管周期的前1小时)之初形成,也就是一个工作日开始时应具备的在制品数量。因此,这15件在制品应计入定额内。
周转在制品通常只发生在间断流水线中,连续流水线没有周转在制品。
4)保险在制品。保险在制品是当流水线某一环节发生意外事故时,为了保证整条流水线仍能正常工作而设置的。一般在负荷较高的工序或容易发生故障的工序建立保险在制品。保险在制品的储备量通常是根据经验和统计资料,用以下公式来计算:

保险在制品在动用后应及时补足。补足在制品的时间一般是利用节假日或第三班(非工作班),或在班内加紧工作的办法来解决。
(2)流水线之间的在制品定额的制定。
流水线之间的在制品,有运输在制品、周转在制品和保险在制品之分。在供应流水线的节拍(或节奏)与需求流水线的节拍(或节奏)相等时,流水线之间的在制品定额只包括运输在制品和保险在制品;节拍(或节奏)不一致时,则只包括周转在制品和保险在制品。
流水线之间的运输在制品和保险在制品,其定额计算方法与流水线内部的同类在制品基本相同。而周转在制品则取在制品积存量的最大值。其计算公式如下:

2.成批生产条件下在制品定额的制定
在成批生产条件下,制定在制品定额时,可按工序内部在制品或工序之间半成品来计算。
(1)工序内部在制品。
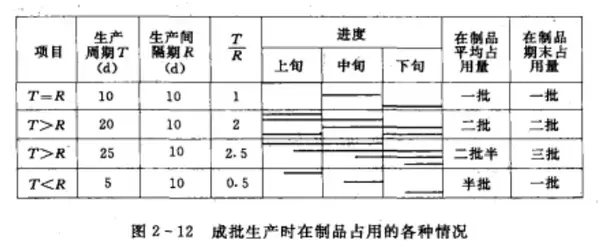
在定期成批轮番生产情况下,工序内部在制品是根据产品(或零件)的生产周期、生产间隔期和批量的资料,用图表法来确定。它可以有多种情况,如图2-12所示。工序内部在制品的定额量是指在制品在计划期末的占用量。
在不定期成批生产条件下,在制品定额只能概略地按其平均占用量来计算,公式如下:

或

(2)工序之间半成品。
它是指处于工序之间的中间仓库。如毛坯零件库中的在制品储备量,由周转半成品和保险半成品这两部分组成。
周转半成品的占用量经常处于变动之中,因前工序半成品入库和后工序半成品领用的情况不同,有多种形式。其确定可以用图解法。周转半成品定额就是它计划期末的半成品占用量。其形式和确定方法如下:
第一种形式,前工序成批入库,后工序每日领用。
举例说明,假设前工序期初第一次零件入库标准日期3天,生产周期5天,批量50件,求周转半成品占用量。解法如图2-13所示。
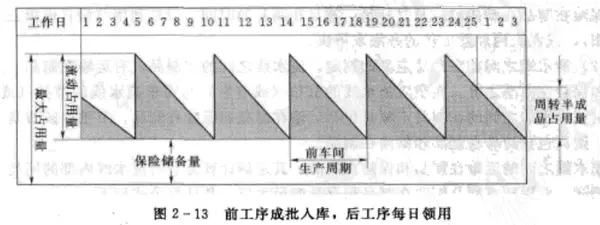
从图2-13看出,到月末25日,只用去一批在制品的2/5,还留下3/5,批量50件,所以周转半成品占用为30件。
也可以用公式求出,其计算公式如下:

在这种情况下,前工序计划期最后一批零件交库的标准日期到期末的天数,如果小于后工序计划期最后领用一批零件的标准日期到期末的天数,就有一批周转半成品在仓库中,反之,就没有。
第二种形式,前工序成批入库,后工序整批领出。如图2-14所示。
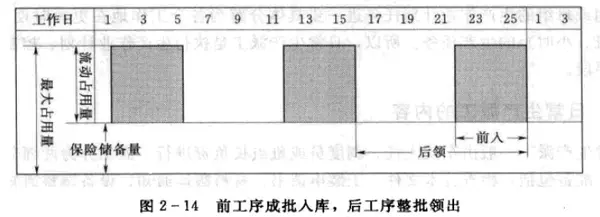
从图2-13可以看出,前工序最后一批零件交库的日期到期末为4天,而后工序领用最后一批零件的日期到期末有10天,因“前入”小于“后领”(4<10),故仓库中有一批周转半成品。
第三种形式,前工序成批入库,后工序分批领用。
举例说明,假设前工序批量为60件,后工序批量10件,前工序计划期最后一批零件入库的标准日期到期末为9天,后工序生产间隔期(领用间隔期)为2天,求周转半成品占用量。如图2-15所示。
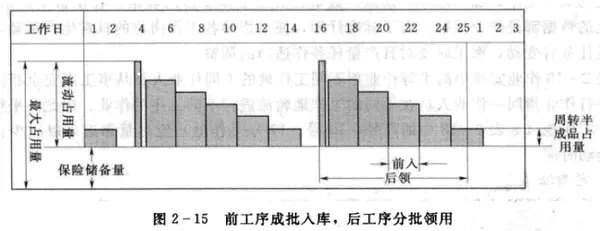
从图2-15可以看出,期末仓库中还存有周转半成品10件。也可以用公式求出,计算公式如下:

前入/后领的值如果是小数要进为近似的整数。如9除以2等于4.5天取整数5。保险半成品定额,一般是要根据过去的统计资料分析确定,其计算公式如下:
保险半成品定额=前工序可能误期交货日数×后工序平均每日领用量



