

1.某产品制造流程的形成及改进的必要性
某产品是我院民品的支柱产品之一,早在1990年就获得国优银奖,成为我国第八批替代进口产品。该产品20余年一直畅销不衰,一部分出口到欧美等国家和地区。
该产品共发展了A、B、C、D、E5个系列,在长期生产中,生产部门形成了一套完整的批生产模式.其主要做法是根据市场需求及预测、产品投入产出周期、企业内外加工资源等因素,确定合适的年产量、月产量以及具体到每个零件的生产作业计划。其具体方法有滚动计划法、最小批量法、经济批量法、在制品定额法和间隔生产周期法。
该批生产模式以需求预测为基础,以批次管理为手段,集中投入,分批产出,满足了销售的需要,取得了较好的社会经济效益.但是,这种管理方法也明显地存在着库存费用高,加工周期长,市场响应慢等问题.该模式在市场需求多样化及价格竞争激烈的今天,已经不能适应新的市场形式变化的要求.
精益生产方式已经成为全世界公认的最先进制造模式.但长期以来,人们习惯于将精益管理与消除浪费、JIT/看板管理、准时制等同,局限了精益思想的应用,使得精益所取得的效果多体现在制造车间这个层次上.精益价值管理建立了一套更加积极和完整的改进模式,更加强调创造价值而不仅仅是消除浪费.
针对某产品批生产这一特定研究课题,我们运用精益价值管理的思想和方法,对产品制造过程进行重新分析和定义,在生产实践中取得了明显的成效.
2.运用精益价值管理对某产品制造流程进行的分析和定义
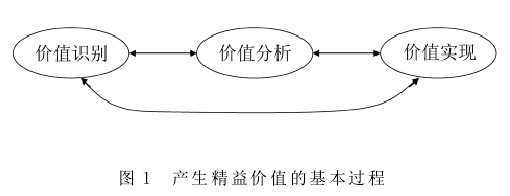
精益价值管理通过对流程进行分析来消除各种浪费,使价值流顺畅地流动,从而为利益相关者创造最佳的价值.产生精益价值的基本过程是:价值识别、价值分析和价值实现,如图1所示.
2.1价值识别
价值识别是指识别所有的利益相关者以及他们的价值需求.对于产品制造而言,产品的价值只能由最终客户来确定,即在特定的时间以特定的价格提供满足客户需求的特定产品,价值才能实现.大部分的企业往往把价值理解为以最有“效率”的方式运作现有的生产资源.精益要求企业打破传统,暂不考虑现有的生产资源和技术,而要把注意力集中在客户真正需要的价值上.因此,以精益价值管理的思考角度,我们对某产品的整个制造过程进行新的分析和定义.
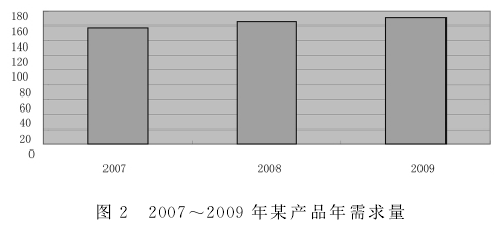
2.1.12007~2009年某产品需求量
2007~2009年某产品年需求量维持在150台份以上,市场需求呈持续上升趋势,如图2所示.
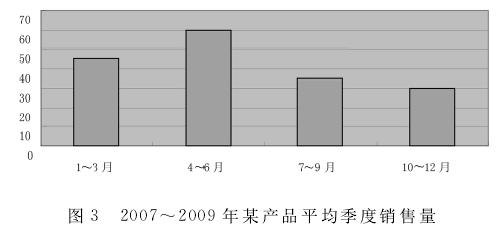
2.1.22007~2009年某产品平均季度销售量
2007~2009年某产品季度需求量上半年较多,尤其4~6月是高峰,下半年较少,如图3所示.
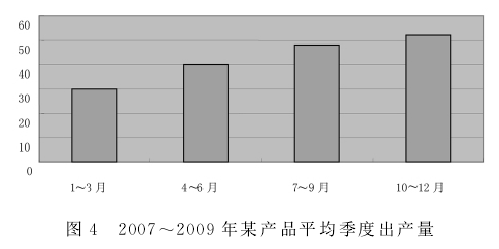
2.1.32007~2009年某产品平均季度出产量
2007~2009年某产品平均季产量从低到高逐步递增,10~12月达到峰值,如图4所示.
2.2价值分析
在产品制造中,所有被创造出的价值都是由一系列的活动和任务,在适当的时间,按照适当的顺序逐步完成的.价值分析就是把价值在形成过程的状态如实地表现出来,并将这些价值依据重要性进行排序,并在众多的利益相关者需求中求得平衡。
2.2.1某产品的制造流程
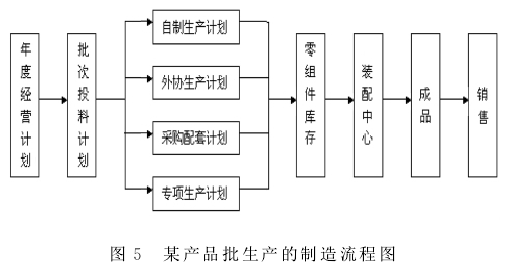
现有的某产品制造过程是在年初对上年度的销售量、本年度的预测销售量进行综合平衡,确定出年度经营计划和批次投入产出计划,再将批次投入产出计划发到各个单位,进行零组件和外购件的配套,进而分批进行产品装配,直至达到销售状态.某产品的制造流程如图5所示.
2.2.2某产品的生产周期
生产周期是产品从开始投产到产出的全部时间.它是制订作业计划的期量标准,反映了产品生产线的运行效率.某产品批生产的生产周期是从年度经营计划制订开始,到批次投料、零件加工,最终到产品出产的全部时间.某产品生产周期如图6所示.
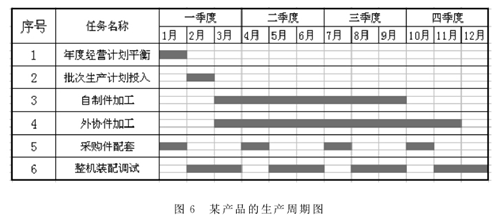
现有的批生产模式把价值理解为以最大“效率”运作现有的生产资源,生产单位按计划进行零部件的生产,装配中心按节拍进行装配调试.当批生产计划投入到各加工单位后,随着时间的推移,零组件逐步加工完毕,配套状况越来越好,装配中心的班产量越来越高,形成了图4所示的某产品平均季产量从低到高逐步递增,10~12月达到峰值的局面.对比图3所示某产品平均季度销售量可以看出,该产品产出量与销售量在时间和空间上脱节.
2.3价值实现
现有批生产模式在价值实现过程中的核心问题是没有把“价值”实现在满足用户需求上而是把“价值”实现在了最大“效率”地运作现有的生产资源上,从而导致了产出量与销售量在时间和空间上的脱节,过量生产、库存积压、缺货成为批生产过程不可回避的问题.因此,采取切实有效的措施改进批生产管理机制势在必行.
3.对某型产品批生产模式进行精益化改造的实践
3.1以市场需求为导向的拉动式生产模式
3.1.1拉动式生产模式的制造流程
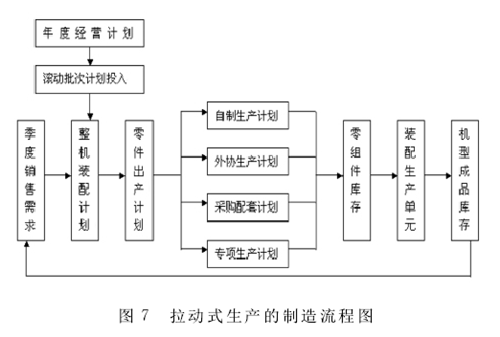
拉动式生产模式是从市场需求出发,由市场需求拉动产品装配,再由产品装配拉动零件加工.其具体做法是,把一定时间内的市场需求信息传递到生产计划部门,生产计划部门依据产品的配套关系、生产周期、生产提前期编制出生产作业计划,并将生产作业计划中列出的零件种类、数量、交货期等信息向各生产单位发出生产指令,各生产单位根据生产指令组织生产并确保按期交付.拉动式生产的制造流程如图7所示.
3.1.2拉动式生产模式的制造周期
以市场需求为导向的拉动式生产模式促使各生产单位按产品的市场需求运作现有的生产资源,使物料流、价值流在不同的时间段按生产指令进行流动.拉动式生产模式的制造周期如图8所示.
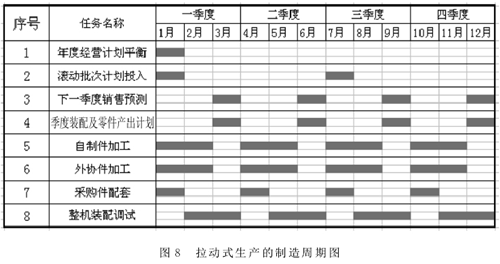
以市场需求为导向拉动式生产模式满足了不同时间市场的需求,从机制上防止了过剩、积压、缺货等问题的产生.因此,拉动式生产模式符合精益价值管理的思想,在生产实践中有较好的应用前景.然而,要实现物料流、价值流在不同的时间按生产指令进行流动这一具体目标,则需要计划的精确性、有效性以及生产的全过程管理满足更高的要求.
3.2以市场需求拉动零件生产的精益管理方式
3.2.1建立生产管理信息系统
某产品共有A、B、C、D、E5个系列机型,A为基本型共有1000余种零件,B、C、D、E为派生型,B、C、D、E借用A的零件均达到了60%以上.
为了满足市场需求,生产计划部门建立了以计算机技术为基础的生产管理信息系统,具体做法是:根据季度市场预测,得出5种机型的出产先后次序和数量.例如:二季度产品出产次序为A-B-E-D-C、产量分别为12-16-10-8-6台,生产部门将数据输入计算机系统,计算机系统根据已建立好的数据库数据(零组件配套关系、零件库存数量、在制品数量、生产周期、生产提前期、废品率等数据),及时、准确地生成季度、月份生产作业计划,即所需产品的型号、数量及零件的种类、数量、完工时间等,计划部门据此向各单位发出生产指令,要求零件加工按计划执行.
建立以计算机技术为基础的生产管理信息系统,避免了批生产模式下采取滚动计划法、最小批量法、经济批量法、在制品定额法和间隔生产周期法等相对粗放的计划管理方法带来的种种问题,实现了计划部门及时响应市场需求,快速、准确地向单位发出指令,指导生产向满足销售需要的方向进行.
3.2.2提高生产制造的柔性
某产品有5个系列,零件数量达到了4000余种,而机型之间零件借用程度达到了60%,给提高生产制造的柔性带来了较好的条件.
(1)将需借用到其他机型的零件进行投入数量汇总,减少重复投入,提高生产效率.
(2)在不同的零件中找出设计属性和制造属性相似的,将相似零件分类归族.同一族零件由于制造工艺相似,安排到一条生产线上加工,大大减少了加工中的转换时间。
(3)指导生产单位改造现有的设备和工艺装备,使其在加工不同零件时能快速调整,最大限度地减少生产准备时间.
3.2.3实现准时采购
零件加工要依据市场需求拉动,外购件采购同样要依据市场需求拉动.要实现准时采购,就要选择尽量少的、合格的供应厂家,与供应厂家建立长期、互利的合作关系.只有建立长期的关系,才能解决供货质量问题;选择尽量少的供应厂家,是因为自身的力量和资源有限,只能帮助较少的供应厂家去消除浪费,组织好准时供应.另外,在选择供应厂家时,需要对质量、合作愿望、技术竞争力、地理位置和价格进行通盘考虑.
3.2.4改进质量管理
传统的质量管理方法是:加工零件-检验-合格品或返修、降级使用-装配.这种方法主要依靠事后把关来保证质量.与传统的质量管理方法不同,精益价值管理在质量管理上强调把事后把关变成事前预防.做到事前预防,需要做好3个方面的工作:第一,正确规定对外产品满足用户的质量标准及对内零件加工装配的标准;第二,有效沟通,积极参与,分析解决重复发生的质量问题,使工艺过程得到控制;第三,采取统计的方法,对质量状况及过程控制状况进行评价,维持受控状态.
3.3精益化改造后的价值实现
经过近一年的精益化改造,某产品生产部门建立了以市场需求拉动零件生产的精益生产方式,产品响应市场的时间由60d缩短到30d,一个批次投料完成时间由12个月减少到6个月,零件交检不合格品率由3%降低到1.5%,合同履约率由92%提高96%.



