

JIT的简介(概念)
JIT是为适时的生产管理系统。统称为适时生产管理模式,理解为:“在必要的时间,按必要的产品,生产必要的数量”;在日本和美国也称为“无积压生产管理系统”。
JIT(JUSTINTIME)适时、适量生产---只在需要的时候按需要的产品生产需要的数量。
JIT生产管理系统作业分类
1.有附加值作业。
2.无附加值作业。
3.浪费。
JIT生产管理系统作业分类
一、有附加值作业——对产品有增加价值的工作称之有价值作业。
例:
1.裁剪---------只包括推刀的时间。
2.烫朴---------烫斗压下的时间。
3.车缝---------车针在车缝的时间。
4.剪线---------剪断的时间。
5.钮門---------车针在走动的时间.
二、无附加值作业——为完成有附加值作业而必需做的动作,无附加值作业称之为动作。
例:
1.裁剪---------拉布的时间。
2.烫朴---------铺朴的时间。
3.车缝---------拿起货放到车台的时间.
三、浪费——一些多余的劳动,无用工称之为浪费。
例:
1.裁剪--------搬运
2.车缝--------等待、返修的时间。
工厂中常见的浪费
库存的浪费、制造过多的浪费、返修的浪费、搬运的浪费、等待的浪费、动作的浪费、过份精加工的浪费
庫存:库存即原物料、半成品、成品储存在固定区域或仓库
等待浪费:工序间等待,因前工序的作业者不能满足后工序的正常工作造成等待
完成品的返工浪费:生产前没有做产前工艺评估,造成大量的成品返修
动作浪费:整理裁片,捆扎裁片造成的浪费
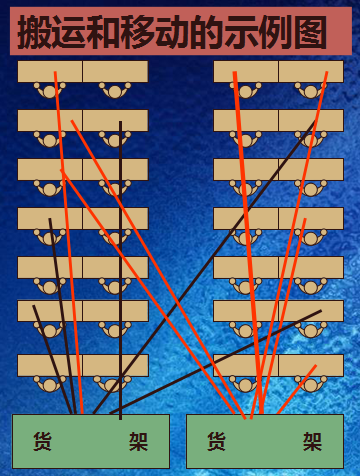
搬运和移动浪费:搬运产生的时间浪费,搬运产生的时间浪费
精益生产的特点
1.目标管理:产能目标化,由工业工程(IE)人员把产品的每个单元(工序)进行目标产能设定;
2.时间管理:时间定量化,由工业工程人员(IE)把产品的每个单元(工序)进行目标操作时间的设定;
3.品质管理:成品出产快,质量问题反应迅速,零批量品质事故;
4.后拉试生产:它与传统生产方式不同,传统生产方式,生产线处于被动,只能等待前部门的物料、开裁、绣花、印花来决定生产的正常运作,而单件流水生产它是处于主动,前工序必须满足生产线,一切为了生产而谋定。后拉不只是流水上的前推,它包括订单、物料供应、产品再加工。是为了满足客户需求,是整体生产与供应链的拉动。

生产线的流程
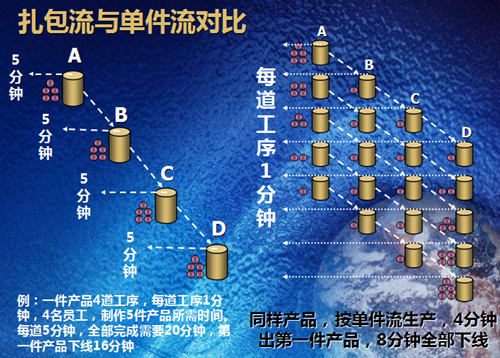
1.将人员,设备,作业场地,作业内容进行合理配置的一条直流的流水线,在生产过程中每位员工的手持量为1件。
2.采用直线、U型、Z型流动方式!方便管理!整齐美观!使产品流程清晰,不能回流,以避免造成混乱!
生产行为规则
1.摆放规则:
1)先做的工序摆上面,后做的工序摆下面。
2)摆放的方向要一致。
3)上工序要为下工序提供传递摆放的方法。
2.传递规则:做完一道工序即马上传递到下道工序,即一件传递一件。
3.品质意识:
1)做好自检互检,人人都是QC,都是质检员。
2)不良品不能流入下一道工序,下工序是上工序的客户。
3)每个班的返工必须返好交前检,不能存放在位置上。当天的任务当天完成,不能欠帐。
4.剪掉的线头不能乱丢,顺手放进自己的垃圾桶里面,保持清洁卫生的工作场所,做一名有素质的优秀员工。
5.每个班上班时要清理干净衣车,方可进行生产。
6.在生产过程中,会出现高,低手持量的现象,通过我们的测时,调整达到平衡,组长根据编排提供的调整方案,合理安排生产。
7.产品的传递过程要按照节拍的时间。
8.衣服在生产传递过程中不可以胡乱堆放,(以防止乱码或色差等出现不良品现象)
9.纪律问题:少说话,多做事,积极向优秀的员工学习。
10.统一工作时间、休息时间。
JIT流水改善后所带来的好处
1.对企业
消除浪费,降低成本,提高生产效率,保证品质,缩短生产周期。生产现场是一目了然的数字化管理。
2.对生产线员工
(1)公平合理竞争工序生产,按自己能力获取报酬。
(2)不用捆绑货或解开货生产,不用剪菲,随手可以拿货生产。
3.按每日计划产量生产,努力工作,完成产量下班。
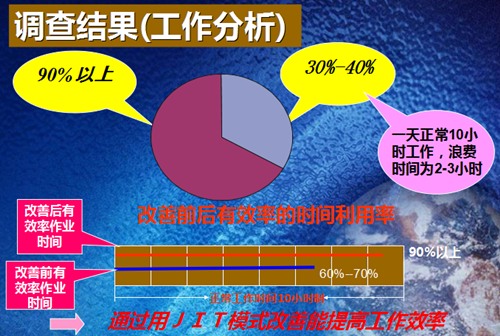
4.提高效率,用现在10个小时的工作时间,完成以前12小时才能完成工作量。
5.返工率大幅度减少,加班时间大幅度缩短,收入明显增加。
6.养成有素质,爱清洁卫生,明理的优秀员工。



