

异常的定义
超出管制范围或管制界限就叫异常,管制范围与管制界限有时要以统计的手法来体现。
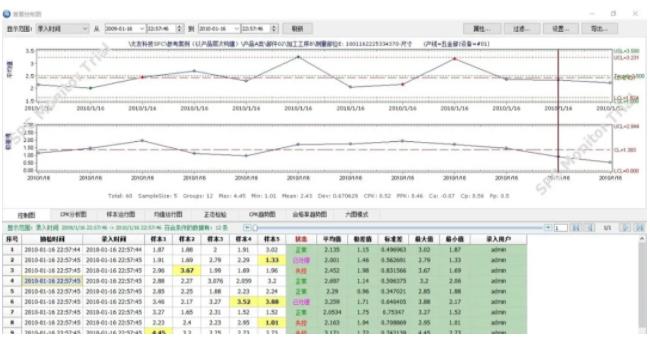
如在QSmart SPC Monitor软件中,系统就会通过提示失控点来示警异常。
01
异常的发生形式
1、突发异常:
一般是由于制程设定、设备、材料等有大的变异造成,这类异常一般能很快找到原因并加以解决。
2、长期存在的异常:
设计不良
制程能力长期不足:如工序CPK长期处于D级。
部分因素未可控:要因未找全,或有部分影响因素未可控,导致结果不可控而出现异常。
3、逐步恶化导致的异常:
磨损:如刀具磨损将会影响工件的加工精度和表面质量等。
老化:曝光台水银灯老化,导致Size异常。
基准缓慢偏移而导致测量监控系统偏移,从而导致品质异常。
02
异常发生步骤
Step1:
要用5W1H的方式充分了解异常,时间、地点/制程、线别、不良率、不良现象描述要清楚,且尽可能量化,以便与基准作比较充分了解了异常,等于异常解决了一半,反之,则无从下手去解决异常,因为你连异常本身就没有弄清楚。
Step2:
缩小异常发生范围
常用方法:
层别法:常用的有以下几个方面要层别:材料供应商、线别、设备别(如机台、曝光台、抽气台车、测试台车……)、班别、作业员等。
交叉试验法:以线别、制程别、设备别等进行交叉试验以快速地找到异常发生的地点。依流程追踪:如产品外观发现缺陷,可顺着制程一步一步向前追溯,找到正常与异常的分界制程,则异常往往发生在这个地方。
Step3:了解异常制程的输入与输出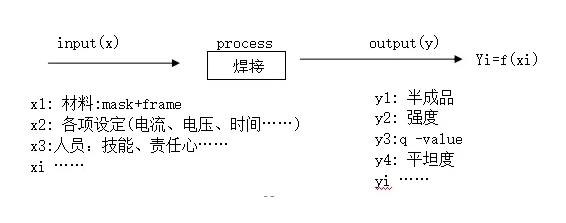
Step4:Root Cause 分析
Root Cause:是指根源,最根本的原因是什么?千万不要把现象当原因,如此则永远也找不到真正的改善对策:
在一张针对WU阴阳脸不良的8D单上的Root Cause栏是这样填写的:
原因:左半边略显红黄,右半边略显淡青,故成阴阳脸状,这只是现象的变相描述而已,根本就不是Root Cause。
常用方法:
1.Why-Why分析+脑力激荡
Why-Why分析就是连续问Why,直到找到真正原因为止。上例中“左半边略显红黄”的原因是什么?原因的原因又是什么?只有这样不断地查问下去才能找到真正的根源到底问多少个Why? 一般3-5个即可,否则问到最终都是人错, 因为任何东西都是人在操纵。
2.鱼骨图分析+ 5M1E
鱼骨图又称特性要因图。几乎任何制程上的问题都可以用它来分析。结合5M1E,它充分考虑到了制程上方方面面的影响因素。以前为4M1E,现在逐步演化成5M1E,把Measurement这定要因单独列了出来。
往往分析原因时不知何从下手,5M1E则为分析者提供了一个系统的着手方法

Man: 是指直接作业员, 包括的方面有:技能、是否依规作业、作业目的是否明确、责任心是否足够等(特殊岗位还要考虑体质、性格等)
Machine: 设定、磨损、老化、保养、故障、点检…
Material: 新材、供应商变换、特性变化……
Method: 流程、作业方法、工具、
Measurement: 检测方法、重复性与稳定性
Environment:温湿度、落尘、亮度、通风……
Step5:各影响因素是否可控
可控的含义:有规范、有规格、在管制范围内正常变化(要用统计的眼光来判定),按5M1E分解出来的各种可能要因是否可控?要逐一核查,故平常的QCS等历史记录就显得特别重要。
如发现有些要因未受控或已超出了管制范围,则其很可能就是导致异常发生的原因。
Step6:Root Cause 验证
实际情形中,往往异常的发生已是事过境迁,而是去进行事后的分析与再防范,通过上述方法确认到的原因是否就是真的原因还不能完全肯定,必须去做验证,通常有下面三种方法最常用:
1.不良再现试验:模拟历史环境与条件,确认是否真的由此引起,如故意让这个要因异常,看是否能得到与原来异常一样的结果。
2.要因极大化验证:故意让要因极大化,看是否异常情形也随之极大化。
3.将其它影响因素固定,针对单一要因与异常结果进行统计的关联分析,确定其影响度。
Step7:原因未找出来怎么办?
实际分析中,不可能很轻易地将原因找出,如未找到原因,应从以下几个方面来思考:
各种要因虽有受控,但其管制规格是否合理?这一点很容易使人上当受 骗。管制规格是否合理不容易发觉,要用关联分析的手法去作确认;
是否有要因遗漏?引起异常发生的因素未能完全解析出来,且平常生产中未加以控制,因而连历史记录也无从查证。因此要从头再来进行分析,此时需要有新的成员以新的思维方式来打破僵局。
请教专家,现有技术知识不足,无法分析出来,请专家帮忙。
03
“经验” 在异常分析中的作用
1、要多利用经验,经验是捷径. 可是经验又是如何得来的呢?经验在于分析的异常多了,才逐步积累起来的。对于正在发生的紧急异常,可以先凭经验作判断并对策,随之即可知道其正确与否。对于已发生并结束的异常,则不能完全凭经验加以判断,一定要作要因的再现性试验或其它验证,否则下次可能还会再发生。
2、不要过分依赖经验,经验使人难以突破习惯。
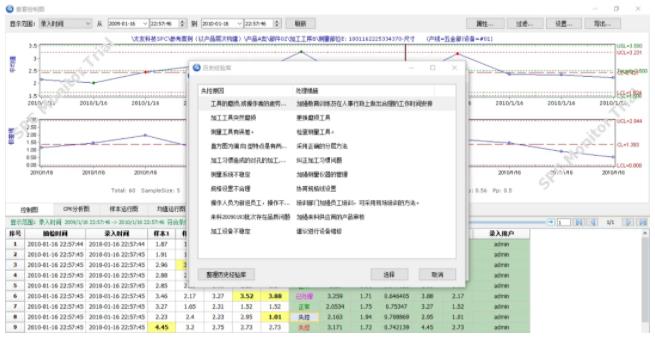
3、QSmart SPC软件中可以建立历史经验库来帮助分析者快速寻找失控原因和采取处理措施。
04
异常对策
1、治标(应急)措施:如何让不良马上消失,100%确保不再冲击客户。最常用的方法就是Sorting.要处理三个方面:客户端、厂内成品、在制品控制与管理。
2、改善措施:针对分析出来的要因加以合理控制就是改善措施。往往涉及到规范的Review、设定规格的修正等方面。
3、预防措施:如何使改善措施得以长期维持即为预防措施。通常有增加新的QCS内容、设备改良、流程合理化等。



