

工具一:拉动系统

推动式(PushSystem):
根据某个时期的市场需求预测和在制品库存计算出计划生产的数量。根据各工序的标准资料,确定生产的提前期,并从前面的工序开始推动后面的工序,一步一步地生产出产品。
推动式方法的特点:
1、用超量的在制品保证生产不间断地进行,每个生产环节都规定在制品定额和标准交接期。在制品管理被看成是组织均衡生产的重要环节。
2、生产指令是生产作业计划。当预先安排的作业与实际需求脱节的时候,就会出现一些无用或暂时不用的零件大量堆积,而一些短缺零件又供不应求,迫使工人不得不连班加点赶急件,产生一系列的无效劳动和浪费。
拉动式(PullSystem):
每一道工序的生产都是由其下道工序的需要拉动的,生产什么,生产多少,什么时候生产都是以正好满足下道工序的需要为前提。
拉动式方法的特点:
1、坚持一切以后道工序需求出发,宁肯中断生产,也不搞超前超量生产。拉动式生产的核心就是准时化,就是要求在需要的时候,生产需要的产品和需要的数量,所以又把它称为准时化生产(JustInTime)。
2、生产指令不仅仅是生产作业计划,而且还用看板进行为调节。看板成为实施拉动式生产的重要手段。
看板来源于大野耐一从美国超级市场的启示。
“拉动”与“推动”的比较

推动式生产
按预测或计划组织生产
各车间/各工序独立生产
超量、超前生产
制造周期长
拉动式生产
根据需求安排生产
后工序拉动前工序生产
准确的生产
制造周期短
工具二、看板管理
1.看板的概念
看板是一种类似通知单的卡片,是传递信息或指令的牌子、小票、信息卡和器具等。
其基本形式是一种长方形卡片,用塑料、金属或硬纸制成,有的为了耐用起见装入塑料袋内。
看板上的内容,可以根据企业管理的需要来决定,一般包括:产品名称、品种、数量、生产线名称、前后工序名称、生产方法、运送时间、运送方式和存放地点等。
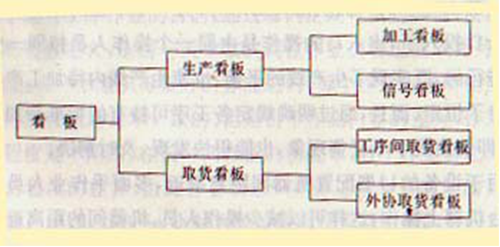
2.看板的种类
看板根据功能和应用对象的不同,可以分为不同类型,如图所示。各类看板的功能和内容分述如下:
3.看板的使用规则
(一)不合格件不交后工序
(二)后工序取件(需方到供方取件)
1、禁止不带传送看板和空容器来取件;
2、不能领取超过看板规定的数量;
3、领取工件时,须将看板系在装工件的容器上。
(三)只生产后道工序领取的工件数量
1、超过看板规定的数量不生产;
2、按看板出现的顺序生产。
4.看板的作用
(1)生产、搬运的指示信息
(什么零部件生产多少,向哪里搬运)
(2)目视管理的工具
(控制过量生产……...不做没有看板的东西)
(判断生产进度的快慢……..根据剩余看板的张数)
(3)改善的工具
(生产过量,物料过多……..减少看板张数)
(从后工序返回的看板张数不平均)
...未遵守均衡化原则
...未遵守看板取放原则
...停线过多等,由此可以发现问题进行改进。



