

精益生产-流线化生产
(1)水平布置与垂直布置示意图
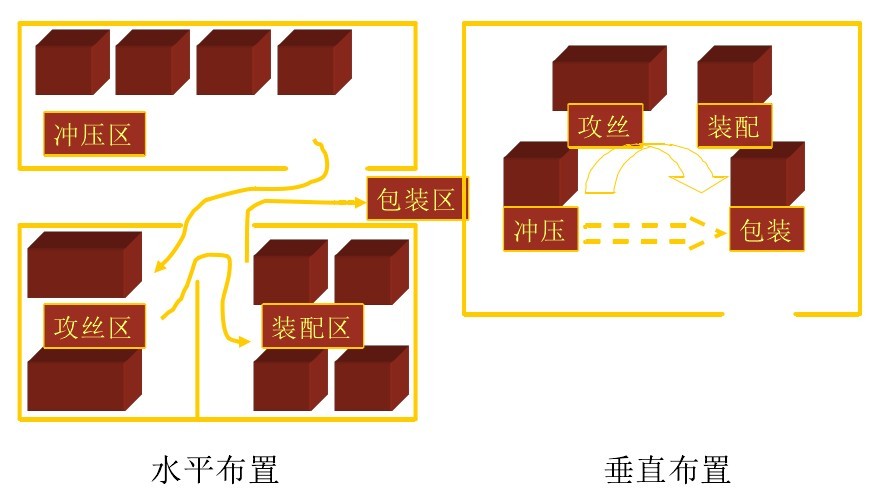
(2)水平布置与垂直布置比较
水平布置: 1.水平布置方式 相同功能的加工设备集中摆放在同一区域 2.水平布置适用范围 大批量生产 3.水平布置的特点 集中生产、集中搬运、从而减少搬运次数 4.水平布置的缺点 在制品搬运浪费较大、等待时间较长、生产周期较长、空间占用大、容易造成“乱流”
垂直布置:1.垂直布置方式 根据产品的类别按照加工的顺序进行排列 2.垂直布置适用范围 柔性生产 3. 垂直布置的特点 垂直布置的权后各工序都能紧密相连 4.垂直布置的有点 搬运距离较短、在制品数量低、生产周期短、生产空间小、单向“流生产”
综上:灵活的流线化生产(垂直布置)更能适应需求的变化。
流线生产与批量生产
流线生产与批量生产的区别
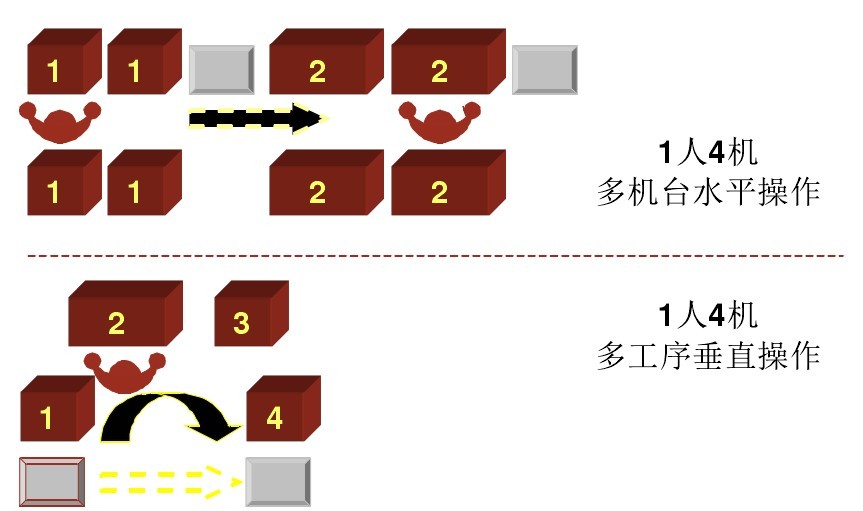
批量生产流能够多台机器同时作业,作业者只需掌握单项功能即可,同一工序相同设备越多越容易造成乱流。在设备选用上采用通用性的高速度的产能设备。
流线化生产重在多工序作业,员工需要掌握多种生产技能,在设备选用上更加注重整体效率,适用速度适当稳定、加工质量好的专用设备,以及小型、廉价、速度不太快、强调可动率的设备。
(3)流线化生产的八个条件
(1)单件流动(2)按工艺流程布置(3)生产速度同步化(4)多工序操作(5)员工多能化(6)走动作业(7)设备小型化(8)生产线U形化
(4)生产线U形化
I O 一致原则
生产投入点与完成品取出点尽可能靠近,以避免作业返程造成的时间和体力浪费。
IO一致原则同样适用于设备布置,亦可节省空间占用。
U形化实现有弹性的生产线布置
(5) 流线生产的布置要点
保证标准作业——避免:制造过多的浪费、步行距离的浪费、手动作业的浪费
☆ 作业顺序一致化☆ 逆时针方向操作☆ 进行适当的作业组合☆ 明确作业循环时间☆ 明确在制品数量
避免物流浪费——先进先出,快速流动
☆ 一头一尾存货,中间均衡快速流动☆ 考虑线与线之间的
库存放置、搬运方法和搬运路径☆ 前后生产线尽量靠拢
考虑信息流动——生产指示明确便于信息传递
☆ 后补式/前后式生产指示☆ 生产实绩显现化☆ 便于批量区分☆ 警示灯及线体控制
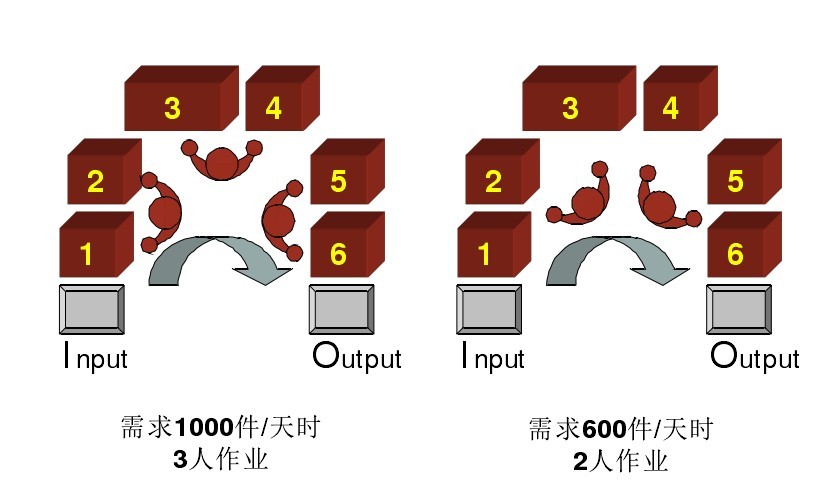
少人化生产——人多人少都能生产
☆ U形布置方式☆ 逆时针摆放☆ 设备间无阻隔☆人与设备分工:人—装料、卸料
确保全数检查——防止不良发生杜绝不良流出
☆ 作业人员自主检查☆ 避免生产与检查相分离☆ 设备防错功能☆ 良好的照明☆ 现场5S、现场管理
便于设备维护——先进先出,快速流动
☆ 足够的维护空间☆ 优先保证常维护点空间☆ 不常动部分移开维护
确保作业安全——避免:制造过多的浪费,步行距离的浪费,手动作业的浪费
☆ 加工点远离双手可达区域☆ 作业时容易步行☆ 去除踏台、突出物☆ 启动按钮的保护盖、距离、位置防止误启动☆ 蒸气、油污、粉屑防护☆ 现场照明、换气、温湿度
整体布置协调——整体效率最高
☆ 整体物流☆ 动力供应☆ 线间仓库间搬运☆ 预备扩充空间
(6)一笔画的工厂布置
Step1 由水平布置改为垂直布置
Step2 采用U字型生产线
Step3 将长屋型改为大通铺式
Step4 整体上呈一笔画布置



