准时化拉动生产实现的基础和前提条件
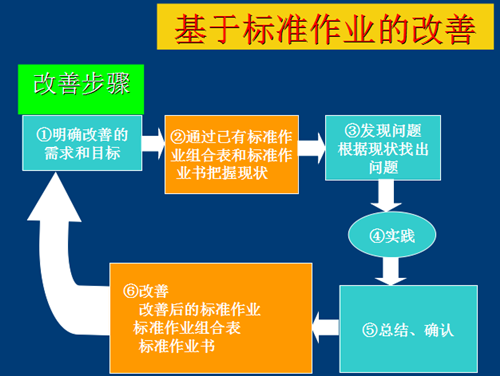
标准作业及其改善
标准作业
①标准作业
实施准时化生产、自働化、1人工生产时「浪费最少、效率最高的生产作业组合方法」
②前提条件
·以操作工的动作为中心
·循环往复的作业
③标准作业的三要素
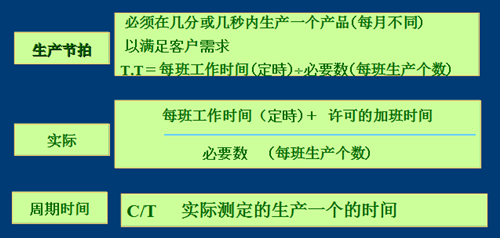
.生产节拍
.作業順序
.标准在制品

提高生产能力
*指出瓶颈工序和瓶颈设备(各工序生产能力表)
*具体分析是人员瓶颈还是设备瓶颈(标准作业组合表)
*进一步确认人的操作和机器的组合的合理性
*确定所需提高的时间,然后进行改进。
改善时的着眼点
1人员瓶颈时
*通过改变作业组合实现作业均衡。
*设法减少步行距离。
*设法缩短手工作业时间。
2设备瓶颈时
*确认启动设备的时机是否可以再提前。
*工作行程是否可以再缩短。
*充分利用设备的往复行程,缩短非加工时间。
*人员休息时候设备不休息

精益生产柔性生产线布局
·根据生产量的增减相应调整操作工(工时)的生产线被称为少人化柔性生产线
·很多自动化专用生产线虽可减少操作工,但难以根据实际生产量进行人员配置
通过对小U型生产线的组合形成柔性线,随时进行人员的调配。
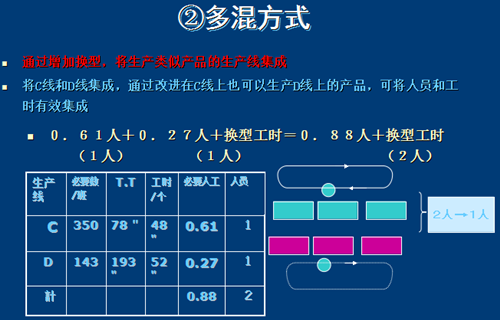
三种生产方式:①同连方式 ②多混方式 ③公寓方式


生产节拍控制
以一个为单位控制生产节奏快慢的手段
目的
*作为管理者控制生产节奏的尺度,使生产线具有自律性,出现问题可以立刻被发现。
为什么用节拍器
*可以知道给定的工作量是多还是少
*可以知道自己的工作进度是快还是慢
通过节拍控制器可以知道生产节奏的快慢,以便尽快采取措施
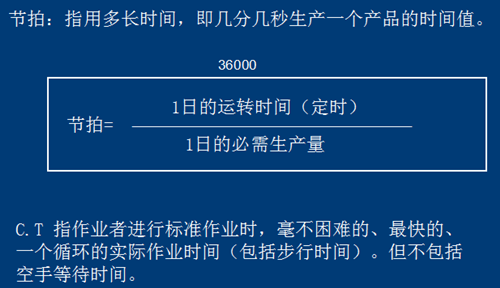
根据需要数确定生产节拍