精益生产流程模拟

准时化生产的管理工具
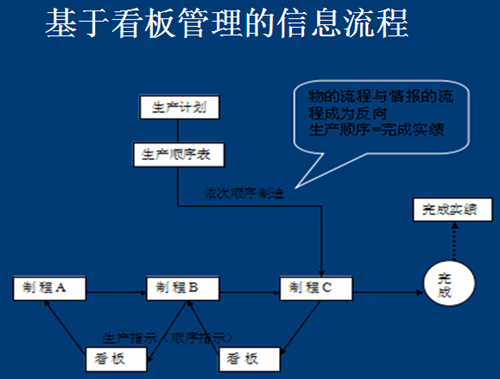
看板的作用
1.生产、搬运的指示信息
(什么零部件生产多少,向哪里搬运)
2.目视管理的工具
(控制过量生产……...不做没有看板的东西)
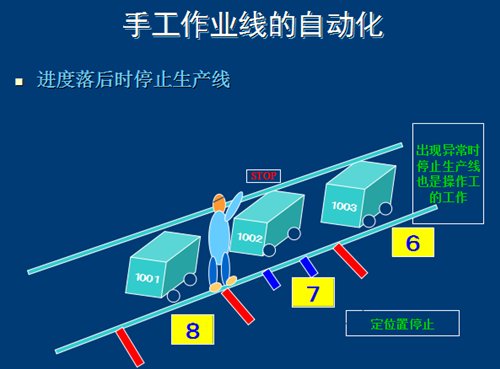
(判断生产进度的快慢……..根据剩余看板的张数)
3、改善的工具
(生产过量,物料过多……..减少看板张数)
(从后工序返回的看板张数不平均)
..未遵守均衡化原则
..未遵守看板取放原则
..停线过多等,由此可以发现问题进行改进。
拉动生产运行的基本原则
1.一个料箱一张看板
2.从料箱中取用第一个零件时,将看板取出放入POST中
3.后工序到前工序取用零部件
4.前工序按后工序取用的顺序生产
5.前工序只补充生产后工序取用的部分
6.出现断料时,前工序要优先生产所缺的料,并负责送到后工序
7.看板由使用的生产单元制作管理
8.将看板视为金钱
9.特别原则:不向后工序传送不合格品
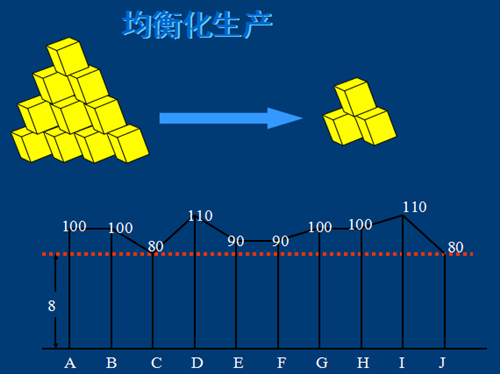
生产可运行性与均衡性
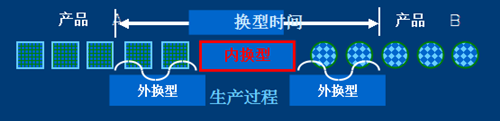
快速换型
区分内换型和外换型
内换型:必须停止机器运转方可进行的换型内容,如更换模具、调整但不更换生产型号等。
外换型:A产品生产过程结束前,为生产B产品所做的准备工作,如更换生产型号,原材料准备等,机器仍再运行。
变内换型为外换型
使用换型查检表:
确认所有内换型步骤
分析所有内换型,是否有可能将内换型变为外换型
——可否将在机器上的调整变为调整块调整
——可否将模具事先加热
——可否将换型程序安排的更合理,使所需要的工具、设备、材料等在机器设备停止运转前,就已被准备好放在最靠近机器的区域
——换型结束机器重新开始运转后,是否进行工具、材料的整理,数据的确认以及下一次换型的准备工作。
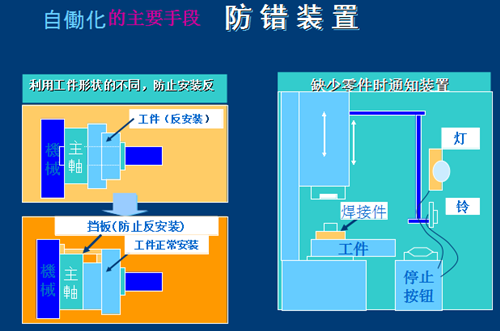
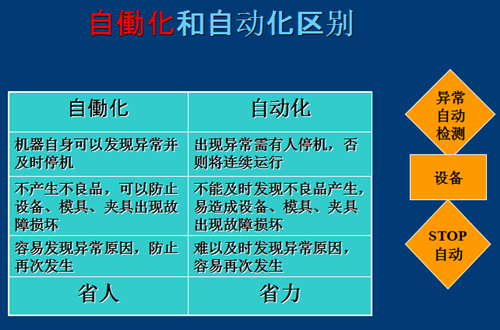
精益生产自働化与差错预防
“自働化”是赋予机器以人的智慧,即给机器加装可以判断正常与异常的装置,“自働化”可以防止不良品的产生,控制过量生产,并且可以自动检查产生现场出现的异常。
·异常情况的自动化
·检验异常情况下的自动化
·停机异常情况下的自动化报警
自働化
1.出现操作错误时工件无法安装
2.工件出现问题时,机器无法开始加工
3.出现操作错误时,机器无法开始加工
4.自动修正错误操作使加工继续进行
5.后道工序检查前道工序出现的问题,防止出现不良品
6.丢序漏序时下一工序无法开始