

精益生产的常用工具
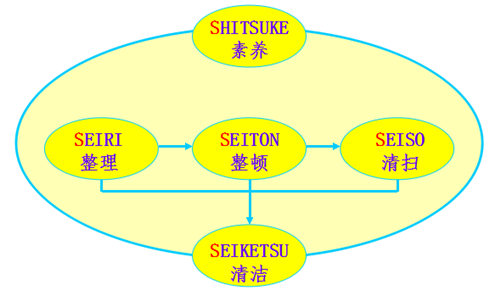
“5S”
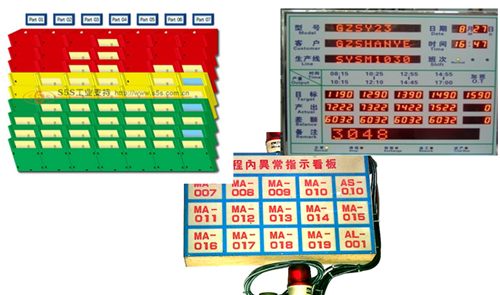
Kanban(看板管理)
5Why
——为什么机器停止运转
(1)[为什么,机器会停止呢?]
因为电量超过负荷,以致烧断了保险丝。
(2)[为什么电量会超过负荷呢?]
因为轴承部分的润滑不够。
(3)[为什么润滑不够?]
因为唧筒(PUMP)未充分汲起。
(4)[为什么唧筒未被充分汲起?]
因为轴有磨耗,附着了一些胶状物。
(5)[为什么会产生磨耗?]
因为没安装滤网,切下了一些胶状物。
ERSC
取消(Eliminate)
对程序图上的每一项工序都加以审查,确认其保留的必要性,凡可取消者一律取消,例如:
取消一切可以取消的工作内容、工作步骤、工作环节及作业动作(包括身体、手、脚和脚跟)。
取消一切不安全、不准确、不规范的动作。
取消不方便或不正常的作业
取消一切不必要的闲置时间
重排(Rearrange)
考虑重新排列的必要性和可能性,有时仅仅通过重排就可显著提高效率,例如:
重新排列工艺流程,使程序优化
重新布置工作现场,使物流路线缩短
重排流水线工位,消除薄弱环节
重新安排作业分工,使工作量均衡
简化(Simplify)
将复杂的流程加以简化,简化每道工序的内容 ,例如:
减少各种繁琐程序,减少各种复杂性
使用最简单的动作来完成工作
简化不必要的设计结构,使工艺更合理作业方法力求简化
运送路线,信息传递路线力求缩短
合并(Combine)
考虑相互合并的可能性,凡能合并者,在保证质量、提高效率的前提下予以合并,例如:
把必须突然改变方向的各个小动作合成一个连续的曲线动作。
把几种工具合并为一种多功能的工具。
把几道分散的工序合并为一道工序
合并可能同时进行的动作
TPM(全员生产维护)
TPM是一整套的技术,由日本丰田集团中的电装(Denso)公司首先提倡,包括了修复性维护和预防性维护,加上不断适应、修改、改进设备来增强灵活性、减少物料搬运、促进连续流程。
TPM是操作员导向的维护,全体有资格的员工参与所有维护作业。其目标是与5S共同确保资源可用性,通过消除机械相关的事故、缺陷或故障(这些会逐渐侵蚀车间效率和生产力。包括准备与调整损失、闲置与小规模停工、运行速度下降、缺陷、返工及启动期产量损失)。提高设备可靠性,从而改善可用性,缩短停工期,减少废品(以及处理废品而浪费的时间),提高机械公差(从而提高质量)。具备同步维护和生产计划功能的企业系统可以最大化可用的生产时间,提高生产能力和总设备效能(OEE)。
在精益环境下一架机器发生故障会引起整条生产线或流程中止。因此机器故障对于车间是个严重的问题。
目的是消除下列“六大”维护相关的浪费。
1.设备停工
2.安置和调整
3.小规模停工和闲置
4.计划外的停工
5.由于机器错误制造不合格品所花的时间
6.启动期的不合格品
SMED(快速换模)
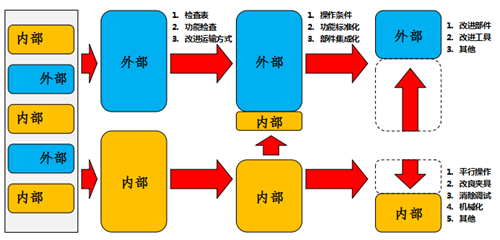
SMED快速换模技术是由日本现场改善专家新乡重夫先生于1969年在丰田汽车以1000顿的压床由4小时的换线(模)时间,历经六个月的改善降到1.5小时换线(模)时间,再经3个月的改善,换线(模)时间再降至3分钟内完成的实际换线(模)案例所提倡的技术.其发展是从1950年即有换线(模)作业的设定预备工作有"内设定(线内作业)"和"外设定(线外作业)"之分的想法开始,历经19年时间所孕育出来。
因为精益制造要求制造商仅仅按照客户的需求进行生产,这就要以越来越小的批次生产。这种小批量的趋势要求缩减整个制造流程上的换装和切换时间。单数换装时间(SDS)想法体现为在不到10分钟的时间内完成换装作业(例如对内部和外部流程作业的优化排序、给工作台或传送装置加装轮子、液压夹具、把手与快速闭锁装置等等)。
目视管理
就工具而言,精益制造重视大量运用视觉控制以方便操作员的工作同时避免错误。视觉控制要求整个工作空间都要设立明显而直观的标志,让每个雇员都能立刻知道目前在进行什么,了解进度,清楚看到什么做的对,哪里出了问题。典型视觉控制机制包括警报信号、停工标签、标志、以不同色彩区分的记号。

poka-yoke(防差错)
防差错是从根源上防止错误的关键措施。
防差错可以是任何装置、机制或技巧,它能防止错误产生或者让错误显露出来以避免产品缺陷。防差错的目标是防止制造缺陷的原因,或者确保经济有效地检查每个产品以防止有缺陷的产品到达下游流程。例如,如果在组装作业中没有使用到每个正确零件,探测装置就会发现有个零件未安装并停车,从而防止装配工人将不完整的部件输送到下个位置或者开始另一项操作。
基本原则:
消除(Elimination):将可能错误消除在设计和生产过程中;
替代(Replacement):是进入更可靠的过程的一个变更;
简单化(Facilitation):将过程运行变的更简单化,也更可靠;
检测(Detection):使错误在下一步操作前被发现;
缓和(Mitigation):是将错误的影响降低到最低。
标准化工作
知道要执行什么步骤和知道该步骤运行正常,两者都是同等重要的。为了确保实现产品质量级别、一致性、有效性及效率,有必要采用写成文件的分步骤流程或者标准作业程序(SOP)来减少错误和接触时间。尽管标准化工作建立了明确规定工人和机器操作的有用文档,标准化工作在精益制造工具中是最不受到重视的。这些明确规定的操作能帮助工人在制造流程中应用最佳实践。标准化工作同时还能为持续改善打好基础,因为记录成文件形式的流程更容易加以分析与改进。为了阐释标准化工作,SOP应该采用图片、文字、表格、标志、色彩及视觉指示器向不同的工作组沟通一致的直观的信息。这种图形指示,也被称为操作方法手册(OMS),解释特定生产线范围内依照事件顺序(SOE)的每个步骤,还能设计并制作纸质或屏幕的视觉工作指导。
单元式制造
从维护到制造流程,精益哲学传统上依靠单元式制造。单元式制造是一种制造流程,利用单一生产线或机器单元及仅在该线或单元工作的操作员生产出系列零件族。制造单元,按照人类工程学原理重新设计工作环境,将工人为获取完成工序所需的零件、补给或工具所付出的努力降到最小,这常常取代传统的线性生产线,使得公司能以更小的批量更连续的流程生产出更高质量的产品。有一个相关的概念是并行(nagara),这是个日语词,描绘一种生产体系,在这种并行生产体系中同一个操作员同时进行几个看起来不相干的作业。如今,精益思想已经超越了单纯的单元式和产品分组生产。
拉式系统
拉式系统是精益、需求驱动制造的另一个关键特征,因为其最终目标是控制物料流仅补充被实际消耗的那部分。拉式系统,也被称为kanban(来自日语kan,意为“板”,ban意为“信号”),确保生产和物料需求是基于实际的客户需求而非基于必定不精确的预测工具。一个kanban信号,可以是张卡片、供摆放箱子的空的方形场地、灯或者计算机软件生成的信号,该信号会触发搬运、生产或物料组件供应(通常装在一个大小固定的箱子里)。目的是改善库存控制,通过控制库存水平和根据系统中kanban数量进行工作,从而缩短生产周期时间。随着时间流逝及流程改善,kanban箱中的组件数量会逐渐减少或按照要求动态地调整。拉式系统和拉式信号(即拉式补给系统中指示什么时候生产或运送物品的任何信号)可以应用于许多运营部门。例如,在准时(JIT)生产控制系统中,可以使用kanban卡作为拉式信号来为使用作业补给零件。在物料控制中,也可以由使用作业来请求库存提取,库存不会发出物料直到用户发出信号。同样,配送领域也可运用拉式体系为现场仓库存货补给,在这种情况下补给决定是由现场仓库自身作出的而非由中央仓库或工厂作出。



