三年前,初识精益生产,三年后,进料至交货时间DOD(Dock To Dock )提升180%,劳动生产率增长10%,库存下降50%,周转资金节省2000万人民币。这怎么可能?但A公司做到了,从了解精益、认识精益、学习精益到运用精益,以自上而下坚定的决心贯彻落实精益改进,实现了质的飞跃,为公司进一步的发展奠定了坚实的基础。
成本上升,利润下降,管理层压力山大
A公司是全球卓越的办公文具零售商在国内最大的办公椅供应商,集研发、生产、销售为一体化的办公椅公司,产品涵盖了办公用品、办公设备等,是国内品牌知名度最高,行业内较大的办公椅制造企业。
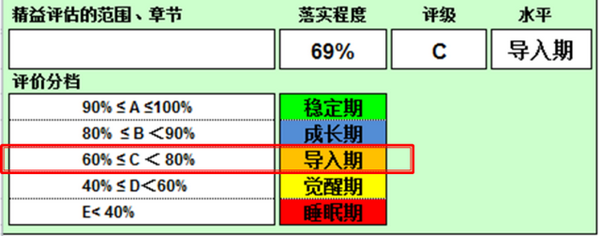
然而三年前,面对企业内部成本日益上升、外部利润逐年下降的巨大压力,A公司管理层邀请了精益老师为企业开展了精益成熟度的诊断。虽然当时管理层已具有基础的精益意识,精益工具已在生产领域得到初步运用,如5S、TPM等,但人员能力不足并缺少精益项目成功的经验,从而导致精益工具应用效果一般。当时的诊断结果非常糟糕,精益成熟度仅为“导入期”。从精益成熟度评定矩阵图统计分析,公司生产计划失效,制品数量居高不下,交期长;客户反馈欠佳,利润下降,半成品仓库爆仓,供应商交期长达60天。
改善前:精益成熟度结果
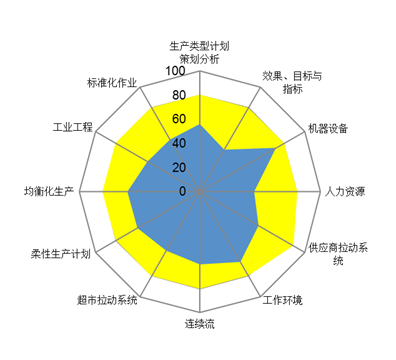
精益成熟度评定矩阵图矩阵图显示,各项指标得分普遍在60以内,工厂整体的生产精益化管理亟需提高。
三大改善,化解危机,破解管理瓶颈
面临上述的困境,精益专家为该公司提出了一系列改善建议,全面帮助企业在效率、成本、绩效方面取得前所未有的佳绩。
1、拉近工序间距、创建连续生产流在传统的办公椅生产企业,各道工序互相隔开,处于孤岛式作业状态。由于各自进行大批量生产,造成占地面积扩大、库存增多并引起整体效率低下等弊端屡见不鲜。再加上中间会有大量停滞的情况,导致生产周期加长,工序与工序之间存在搬运等浪费现象。
该公司导入精益生产的第一步,就是评估哪些作业工序及步骤可以连接在一起,尽可能地将工序与工序的间距拉近,然后通过设定节拍时间(T.T)、动作分析及生产线平衡改进,进行流水线作业,从大批量作业转化为小批量,最终实现“单件流”作业。虽然目前公司尚未完全实现单件流,但仅仅第一步的改善,已经将现场的在制品缩减了50%。
2、拉动生产、均衡排产在传统的办公椅生产企业,各道工序接受生产计划独立排产,使各工序的生产效率最大化,往往上道工序生产的产品不是下道工序所需的,下道工序生产的产品不是客户急需的,造成仓库增加,特别到了旺季,成品与半成品仓库都是曝仓的状态。
精益老师指导该公司首先运用价值流图 VSM(Value Stream Mapping)识别进货、生产、包装及出货等全过程中的增值与非增值活动,在不能建立连续流的区域设立了“超市”(缓冲区),利用超市系统拉动上游工序的生产。尽管有断货、客户抱怨的严重风险,德精益专家一直鼓励企业秉承精益制造精神,坚持需要的时候生产需要的量。该公司在刚开始实施拉动系统的时候,因为两次断货造成下游停产半年,也差点因为基层管理干部的抵触而夭折,但因为精益专家给予了企业坚定的信心,该公司一直坚守了一年终于看到了精益黎明前的曙光,交货期从60天缩短至21天。
注解:价值流图VSM(Value Stream Mapping):在产品实现的全过程,将收集的数据,使用符号、图形表示一个特定的产品、工作单元或产品族的材料、信息流动的工具,包括了从原材料到最终产品所有的活动。
3、柔性的生产系统在传统的办公椅生产企业,流水线是专线的,只能生产一种或几种产品,生产设备缺少灵活性,切换产品时间两小时,多数操作工不愿意频繁地更换产品,一个品种的产品上机至少要做两天才会切换其它产品。这样的做法极易造成半成品积压,甚至有工人说“换模时间这么长,还不如多买几台机器,模具永远不切换”。产品都是专机生产,操作人员只会一种或较少的技能,基本没有培养多能工的意识。
为改变这样的状况,该公司第一步从激励政策开始调整,鼓励员工学习多能工,进行技能比武大赛,为建立柔性生产线做好准备。第二步,学习快速换模SMED,观看赛车换轮胎的视频,运用了快速紧固装置、多人并行工作等,将换模时间由两小时缩减到20分钟之内。第三步,重新设置柔性的U形生产线,利用多能工培养的成果,将劳动效率最大化,适应市场小批量、多品种的需求,劳动生产率从78%提升至89%。
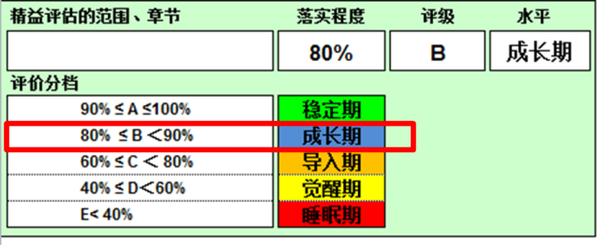
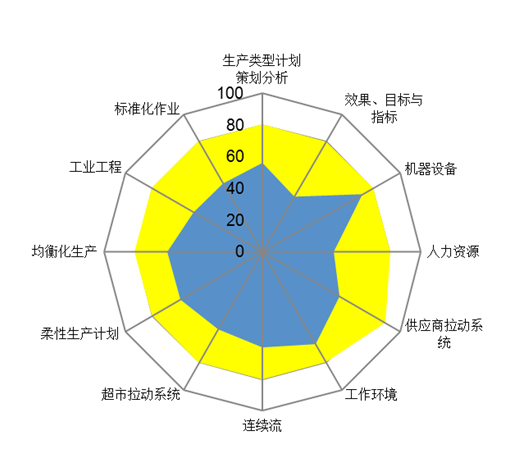
项目结束时,该公司又做了一次精益成熟度评估,精益成熟度从“69%”提升至“80”,已进入成长期。从矩阵看来,八成的指标得分都有显著提升,特别是柔性生产计划、超市拉动系统、连续流等指标取得了惊人的进步。全公司已基本形成了精益改进的企业文化。
同时,该公司总经理在精益改进经验与成果分享会上特别提到,精益项目的成功推进首先需要建立一个有效的团队,团队应来自于各管理部门的人员,并且他们在项目执行期间始终以身作则,这是项目成功的基石。
改善后:精益成熟度评估