简述精益生产企业的基本理念
一、致力于真正效率的提高,而不是表面效率的提高
1、什么是生产效率?
生产效率是评价生产工序效果的尺度。其计算公式如下:
生产效率=实际产量(合格品)/人数生产效率= ×运转时间
表面提高效率与真正提高效率的对比
| 需要量(销售量)为100个/日 | |
| 表面提高效率 | 真正提高效率 |
| 100个/10人→120个/10人 | 100个/10人→100个/9人 |
| 生产了多于销售量的产品,不能实现实质性降低成本,反而会增加成本。 | 以更少的人员生产了可销售量产品,实现了实质性的降低成本。 |
二、运转率和可动率是不同的概念
1、运转率,指按可销售量生产时,生产需要对设备能力100%运转情况下的定时生产能力的比例。其计算公式如下:
运转率=每班产量(合格品)/每班定时生产能力×100%
或=每班产量(合格品)/每班定时作业时间/生产线中拖后腿工序时间×100%
或=设备循环时间(MCT)/节拍时间(TT)×100%
2、可动率指作业者使用设备进行生产时,人与设备可以处于良好运转状态的比率。
可动率经常保持在100%是最理想的。其计算公式如下:
可动率=生产线的纯需要运转时间/生产线的实际运转时间×100%
或=每小时的实际产量(合格品)/每小时的可能生产量 ×100%
或=CT/工数(定时内作业者的平均循环时间)×100%
或=线CT×每人每小时产量(合格品)×作业人数/3600×100%
(注:线CT指生产线中拖后腿作业者的CT。)
三、提高效率和强化劳动的不同概念
①提高效率是通过减少作业者不必要的动作、附带作业动作等浪费,减轻作业者劳动强度,将节省下来的劳动量转化为创造附加价值的有效动作,从而实现提高效率。
②强化劳动不一定能提高效率,反而可能降低效率。
四、精益生产实施理念
1、指导核心:为达到降低成本之目的,最重要的手段是制止“过量生产”,杜绝各种浪费,并对市场需求的变化作出迅速而有效的反应。
2、实施途径:凭借“准时化生产方式”而实现,即在必要的时刻生产必要数量的必要产品。
3、实施方式:采用“拉动式”生产组织控制方式,即把传统的“送料制”改为“取料制”,从而有效地制止过量生产,实现生产的准时定量化。
4、实施工具:看板管理是“拉动式”生产组织控制方式的重要工具。生产需要有关的产品数量、种类、生产时间等信息,均由看板传递。
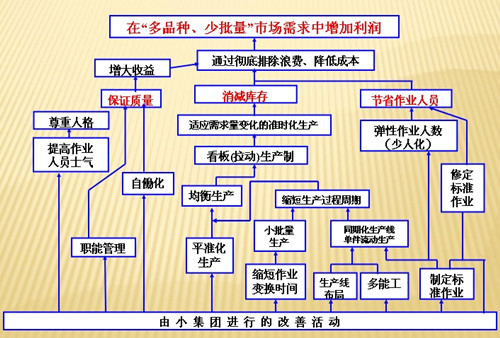
准时化生产的技术支撑体系