

精益生产必须要现场布局最佳化
一、人力调配式布局
1、A路线最近←→B路线较远
2、二者调配成→共同成本最低
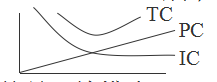
3、TC=TotalCost总成本观念浮现
二、利用简易运输模式Transportation
1、矩阵分析图
2、
精益生产的
DMAIC改善手法
一、21世纪以DMAIC模式补强PDCA模式
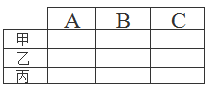
1.D-Define办定—ABC重点管理
2.界定二者最重要
·客户要求的时限/内部客户以后工序为大
·关键核心的流程/缩短最重要流程的时间
3.M-Measure量测—一切以客观量化为准(M±S)
4.A-Analysis分析—以统计制程管制SPC技巧为主
二、改善时要找出关键成功因子(KSF-KeySuccess)—借用DOE实验计划手法
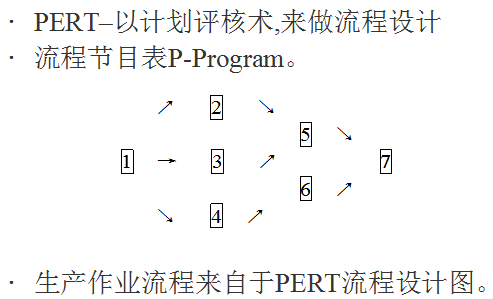
精益生产中以指标管控
精益生产中要会流程设计
精益生产要借用运作管理
一、现场问题一定有别于理论模式
二、四大步骤
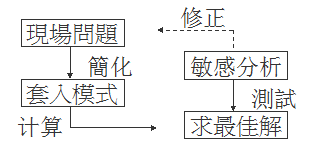
三、新IE并不能使用其计算值做答案
1、逐步修正原有的不佳之处—Improve改善
2、整体设计完后以实验(际)Data说明—Experiment
四、新旧IE在工厂中的角色
LP中快速估算不良率/失败率技巧
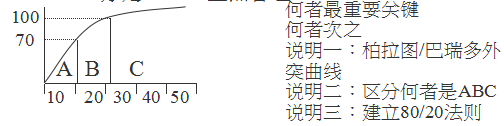
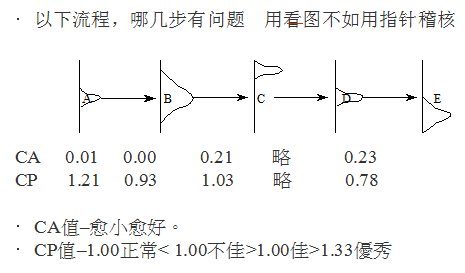
一、精益生产必须有考核标准
1.订的标值—完成时间/所用人力/材料费用
2.表现的工作绩效Performance
3.二者则是以M±S做标准,但转变成X±3б型式
4.CP值=目标值/表现值
5.CA值=目标值与表现的偏差程度
二、简易计算
1.目标值600箱±50箱
2.绩效值594箱±30箱(X±3б)
3.CA值=(600-594)/(50+50)/2=0.12
4.CP值=(50+50)/(30+30)=100/60=1.67
多能工人员调配技巧
一、多能工体系必须建立
1.资深员工必须拥有多项技能—当技术员工不足时可去补位增加人力
2.可使产能不会因技术员工短缺而降低
3.适用于夜间及周六/日加班时的后备人力
二、最佳化调配技巧可借用运输模式
合法合理的产能增加技巧
一、由价值分析/价值工程(VA/VE)来导入
1.V=F/C价值=功能/成本
V=ValueF=FunctionC=Cost
2.价值添加Value提昇即是生产过程中的工作,但是:
1.↑V=↑↑F/↓C 2.↑V=↓F/↓↓C 3.↑V=-F/↓C 4.↑V=↑↑↑F/↓↓↓C
说明:第四项才是现代化精益生产的合理化模式
二、合法合理化提高产能
1.提升人工价值5.指标抓出问题
2.减少平衡差距6.外包授权分工
3.加强机器稼动7.培训降低不良
4.稽核供货品质



