

后补充生产方式的实现
所谓的后补充生产,是指后工序从前工序的店铺中只领取能够销售给客户部分的产品进行生产,而前工序只生产被领取的部分,作为生产指示的道具是使用KANBAN。
精益生产计划生产与后补充生产的差异
计划生产
各工序都有生产计划,由于生产和能否销
售出去无关,所以造成如下弊端:
(1)会发生生产过剩的浪费!!
①材料及零件会过早被消耗掉;
②电、气等能源的浪费;
③放置库存的箱子、场所及仓库的增加。
(2)生产进度的管理和生产计划的变更将由此变得困难。
(3)大批量生产导致不规则搬运,本来不需要的搬运车将由此变得需要。
(4)容易发生批量不合格,造成批量挑选或返工。
后补充生产
利用KANBAN,从后工序依次向前工序传递生产指示,使管理变得容易且直观。
(1)由于只生产能销售出去的数量或被下工序领走的数量,所以通常库存量是一定的。
(2)进度管理和计划变更采用KANBAN进行自在地控制,能够迅速应对某工序发生的问题或外部环境的变化。
(3)即使出现质量异常也可以做到最少限度的挑选或返工。
制作后补充生产的道具
[1]店铺(货架)的形成
……在生产线旁边,构建该生产线上生产的全部产品的店铺
……周转箱决定后,收容数也固定下来。
[2]使用KANBAN
……一个周转箱配一张KANBAN,只对库存部分制作KANBAN。
……如果后工序领走了产品,则把空KANBAN放入看板收集箱,前工序只生产KANBAN代表的产品和数量。
[3]决定标准作业
……①节拍时间②作业步骤③标准手持数(工序内最小限度的半成品在库)
※遵守①②③3个要素,并进行指导和监督。
〈1〉店铺的实例
为了使后工序可以在任何时候,都能拿到需要的产品与需要的数量,在生产线旁边形成了所有型号产品的店铺。而且通过店铺,作业者就可知道自己所操作的生产线哪些产品是可以销售出去的(被拿走的部分),所以管理工作由此变得容易。

〈2〉KANBAN的事例
·每个型号都作成KANBAN,KANBAN的总发行数就决定了库存,不生产多余的部分。
·生产什么,生产多少数量都利用空KANBAN来指示,因此有不用每天做计划指示,操作者也知道的好处

〈3〉标准作业的实例
作成标准作业票除了用来指导操作者外,同时,根据标准作业票,管理·监督者在巡视现场时,只要看一眼就可以知道生产线内的操作者的动作到底正常还是异常。
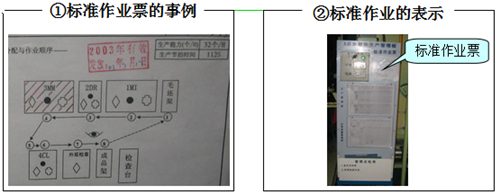
在此标准作业票中明确了:为保证生产100%合格品,作业者应该遵循的作业动作顺序、该生产线按标准作业时的循环时间、拖后腿的工序、标准手持数等内容,为今后提高生产能力进行改善提供了依据。



